主電機西門子貝得
接觸器正泰
斷路器正泰
變頻器海利普
溫控方式PLC
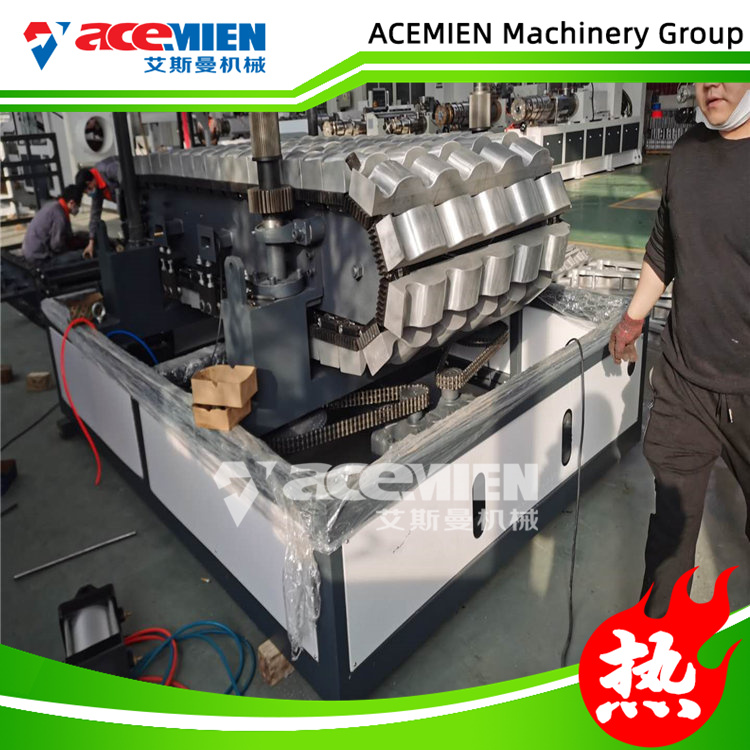
江蘇艾斯曼機械有限公司塑料琉璃瓦擠出生產線由擠出機,T-模頭和下游成型裝置組成,它可以連續擠出單層PVC琉璃瓦,PVC/PMMA和PVC/ASA多層復合琉璃瓦。
樹脂瓦/塑料瓦擠出設備生產工藝流程:
原料混合:是將pvc、填充料、穩定劑、增塑劑、抗氧化劑等其它輔料,按比例、工藝先后加入*速混合機內,經物料與機械自摩擦使物料升溫至設定工藝溫度,然后經冷混機將物料降至40-50oc;這樣就可以加入到擠出機的料斗。

螺桿在機筒內轉動,物料與二者的摩擦,使螺桿與機筒的工作表面逐漸磨損:螺桿直徑逐漸縮小,機筒的內孔直徑逐漸加大。這樣,螺桿與機筒的配合直徑間隙,隨著二者的逐漸磨損而一點點加大。可是,由于機筒前面機頭和分流板的阻力沒有改變,這就增加了被擠塑物料前進時的漏流量,即物料從直徑間隙處向進料方向流動量增加。結果使擠出機生產量下降。這種現象又使物料在機筒內停留時間增加,造成物料分解。如果是聚乙烯,分解產生的氣體加強了對螺桿和機筒的腐蝕。

剪切機部分:由行程開關根據要求長度控制后,進行自動剪切,實行流水生產,剪切機以定長工開關為指令,完成剪切全過程,在剪切過程中與片材運行保持同步,切割過程由電動和氣動驅動完成, 剪切機設有吸塵裝置。
抗沖擊
合成樹脂瓦具有較強外撞擊承受能力。經試驗1公斤鋼球從3米*自由落下產生裂紋,低溫下抗沖擊性能也十分顯著。
合成樹脂瓦的面層材料*為關鍵,面層材料的選用直接影響樹脂瓦的使用壽命,大多數情況下選用**的超耐候材料ASA或者PMMA,通過表面共擠**成型。產品的耐候性直接導致了合成樹脂瓦的使用壽命。
http://www.centralasia.com.cn




